Multi-bubble line 3B
High Barrier Oriented Recyclable materials
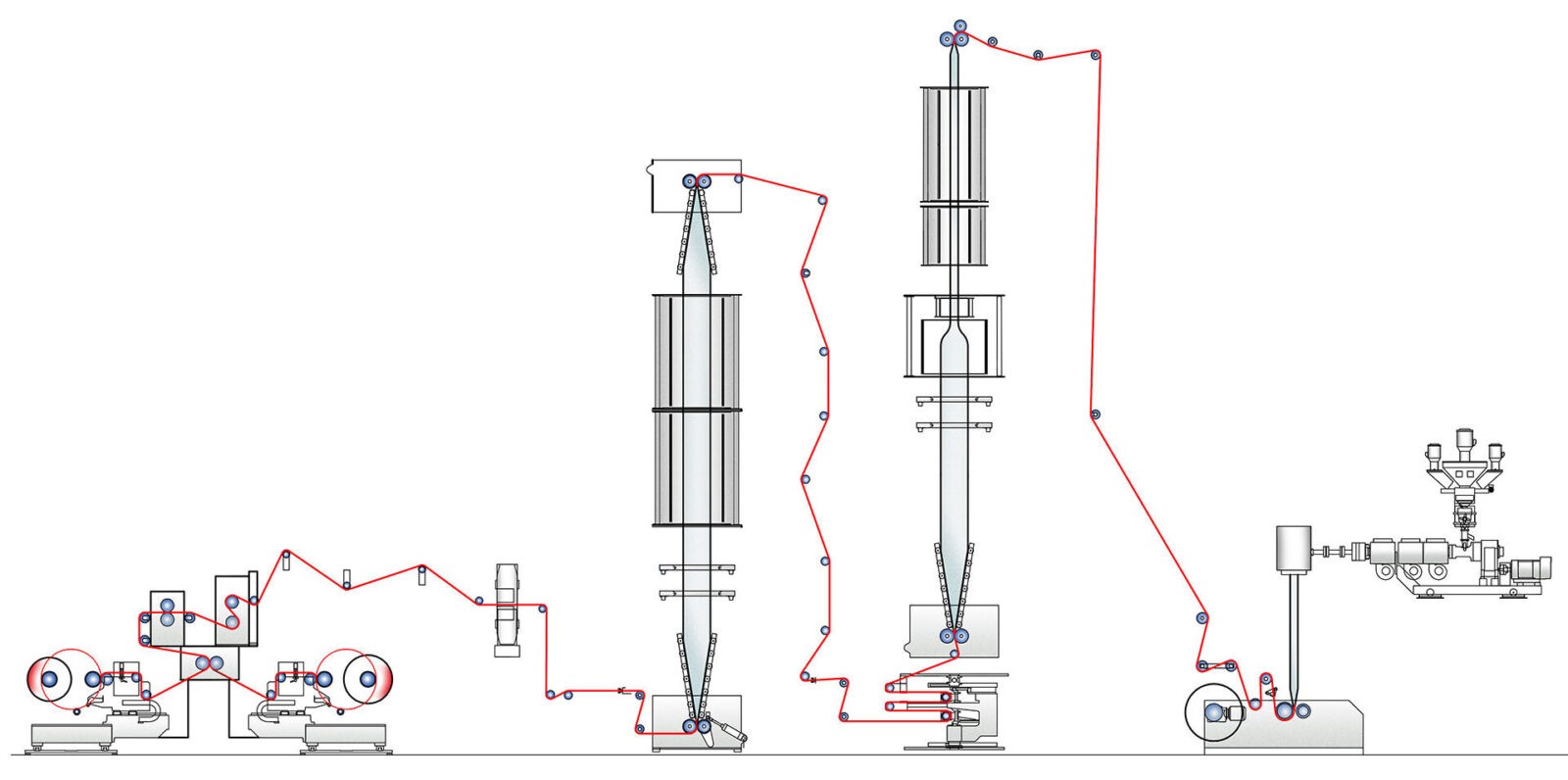
The orientation line works by the so-called “double bubble process”, i.e. the polymers are extruded through a circular die and immediately water-quenched to form a thick primary tube which is then re-heated up to a suitable temperature and blown to form the main bubble of thin film. The non-contact simultaneous orientation is achieve thanks to the air inflated during the start up phase. This air allows the transversal orientation while the machine direction orientation is taken simultaneously thanks to the speed different between the stretching nip roll and the tower nip roll. The bubble is cooled by air and then flattened. The third bubble is annealed by ovens with ceramic infra-red heater. The final product can be wind in tube or fat film.
Vacuum shrink bags are the perfect packaging for many perishable food products, such as sub primal meat, smoked and processed meats, poultry, fish and cheese.
Top lid film with reduced shrink characteristic on both direction which provide to the tray a “drum effect” ideal to pack fresh meat and products with tray and MAP.
Barrier heat shrinkable film which wrap with its retraction the products or tray. It’s perfectly adhere to the no barrier tray ideal to wrap fresh meat, cheese, processed meat by tray and MAP.
Barrier shrink film ideal for flow-vac. Wraps perfectly the product thanks to its retraction, ideal to pack fresh meat, cheese, processed meat.
Micro-layers film up to 27 layer
Film with a large number of layers having uniform bi-axial orientation achieved in one step.Having a larger number of and/or thinner layers than prior annular structures improve: barrier, layer uniformity, strength, toughness, tear resistance puncture resistance
Solution up to:
- COEXTRUSION up to 27 layer
- FILM THILKNESS from 20 micron
- FILM WIDTH up to 4000 mm
- OUT PUT up to 800 kg/h
Extrusion Double Bubble Orientation Line Film Blown Machine direction orientation